1 / 5
Anthocyanin Extraction and Deep Processing Membrane Separation Equipment
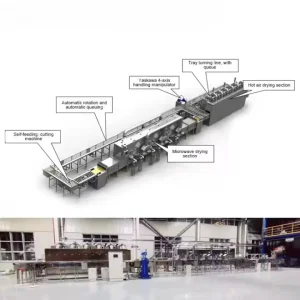
This integrated equipment is tailored for anthocyanin extraction, purification, concentration and deep processing using advanced membrane separation technology. It solves core pain points of traditional anthocyanin processing: easy oxidation and discoloration, loss of active ingredients, low purity from residual impurities, high energy consumption, and poor product stability.
Integrating cross-flow microfiltration (MF), ultrafiltration (UF), nanofiltration (NF), low-temperature control and anti-oxidation systems, it covers the entire process from raw material pretreatment, extraction, clarification, deep impurity removal, concentration to sterile collection. Adopting precise molecular sieving membranes, it efficiently removes impurities while retaining ≥98% of anthocyanin active ingredients.
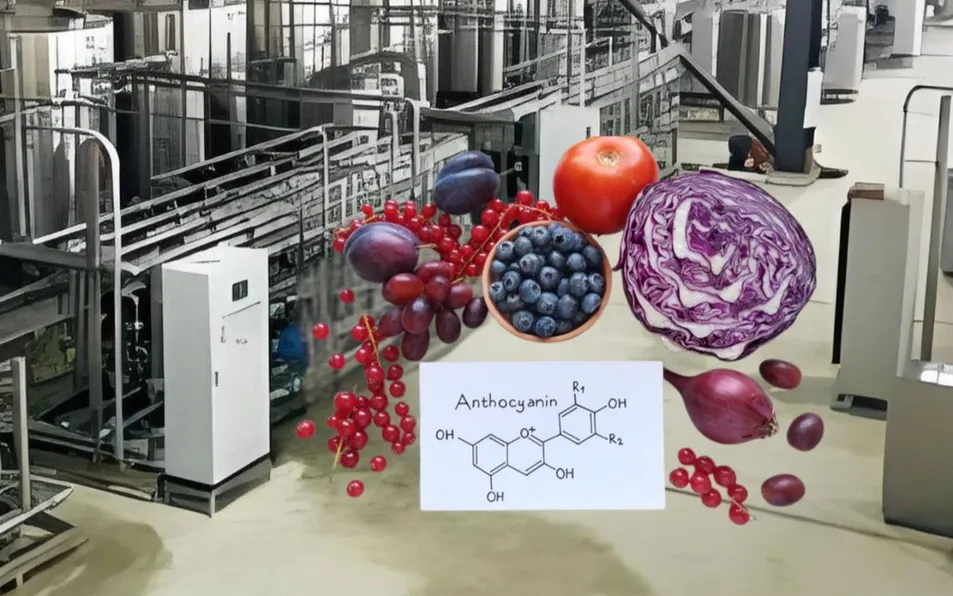
20–30℃ normal-temperature processing with anti-oxidation protection, avoiding discoloration. Color and active ingredient retention rate ≥98%.
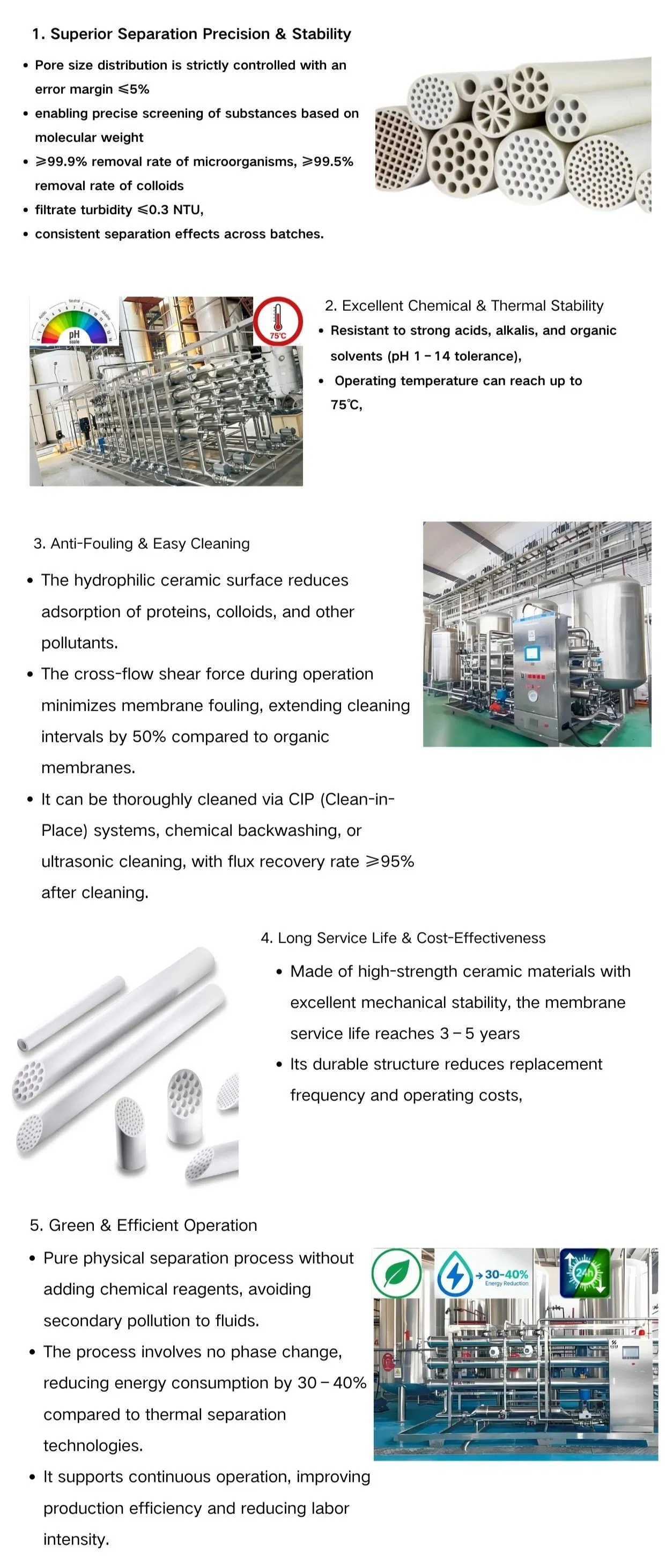
"MF+UF+NF" three-stage purification. Impurity removal rate ≥99.9%, anthocyanin purity ≥98.5% with no residual impurities.
Extraction rate increased by 15–20% compared with traditional methods; concentration multiple 5–20x adjustable.
Anti-adsorption PVDF/ceramic membranes reduce fouling by 65%. Online CIP cleaning ensures flux recovery ≥95%.
| MZ Series (Pilot Production) | ||||
|---|---|---|---|---|
| Model | Capacity | Power | Pressure | Temperature |
| XH-MZ40-1X | 30–50 Kg/h | 0.75 KW | ≤0.3 MPa | 5–45℃ |
| XH-MZ40-4X | 100–150 Kg/h | 1.5 KW | ≤0.3 MPa | 5–45℃ |
| XH-MZ80-4X | 500–1000 Kg/h | 3 KW | ≤0.3 MPa | 5–45℃ |
| TC Series (Large-Scale Production) | ||||
|---|---|---|---|---|
| Model | Capacity | Power | Pressure | Temperature |
| XH-TC307-1X | 50–100 Kg/h | 5.5 KW | ≤0.3 MPa | 5–45℃ |
| XH-TC3019-4X | 500–1000 Kg/h | 12.5 KW | ≤0.3 MPa | 5–45℃ |
| XH-TC3091-8X | 5000–7000 Kg/h | 120 KW | ≤0.3 MPa | 5–45℃ |


High-purity anthocyanin extraction for drugs, health supplements and antioxidant preparations (GMP compliant).
Anthocyanin processing for functional drinks, fruit juices, food colorants and preservatives (FDA compliant).

With extensive experience in membrane separation and plant extract technology, we provide specialized design and manufacture for skid-mounted systems. Our technology covers electrochemical and chemical reactions for various industrial demands, ensuring high-strength outputs and efficient processing for worldwide clients.